Energia-ibilgailu berrien modernoak apurka-apurka ari dira diseinatzeko prozesuan, eta, beraz, autoen adar sare tradizionalak ez dira oso zorrotzak, eta, beraz, prozesu honek prozesu bizkorra du, abiadura bizkorra da, ez da deformatzen erraza. Molde-kostu altuak prozesatzeko fabrikatzaile askok itxaroten dute arak egarria itzaltzeko.
-Agrabaketa prozesuaEtiketa kimikoen tramitazio kimikoaren metodoa hartzen du, zigilatze eta laserren abantailak uztartu eta material ultra-mehea prozesatzea sare uniformearekin, ez burrik, ez kizkur eta zulo bertikaleko hormarekin. Autoaren adar garbien produktuen forma konplexua kostu gehigarririk gabe, leuna eta uniformea izan daiteke, burrik egin gabe, eta lautasuna 0,02 azpitik mantentzen da.
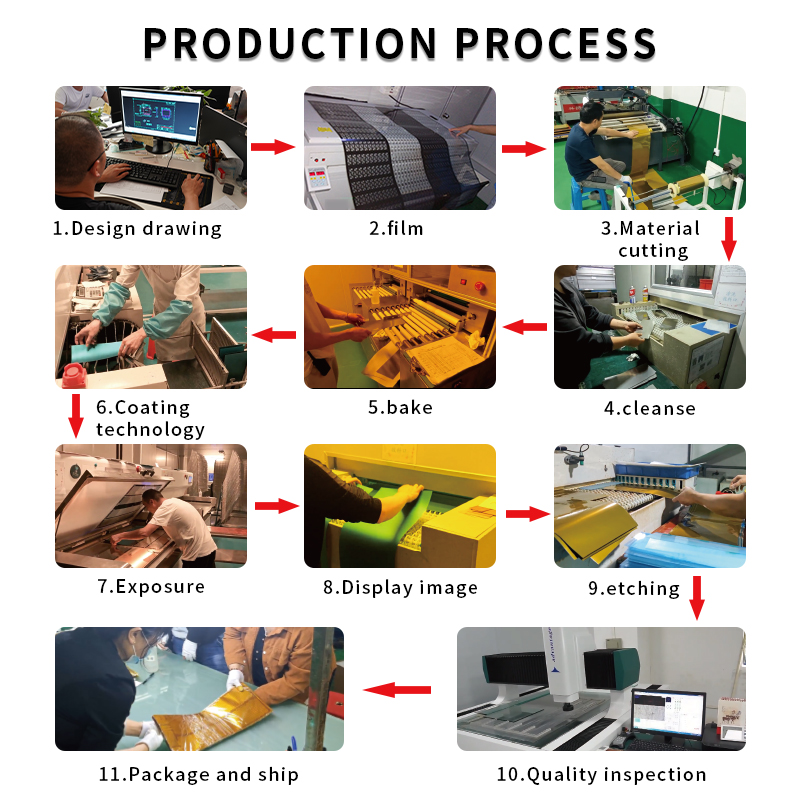
Materiala, altzairu herdoilgaitza zehazteko lehen urratsa da gehien erabiltzen diren materialetako bat, korrosioarekiko erresistentzia ona eta indarra direla eta, autoen adar sarearen estalkia ekoizteko egokia delako. Auto adarra estalki garbia egitean, metalezko substratuak ondo garbitu behar dira lehenik olioa eta ezpurutasunak gainazalean kentzeko eta ondorengo prozesuaren kalitatea ziurtatzeko. Hurrengo urratsa tinta fotosentsiboak aplikatzea da, substratua garbitu ondoren, tinta fotosentikorreko geruza modu berdinean aplikatu behar da metalezko gainazalean, eta horrek gogor gogortu egingo du esposizio prozesuan babes-prozesuan babes geruza bat osatzeko. Hurrengo urratsa esposizioa da, non diseinatutako filma metalezko bi aldeetan kokatzen den tinta fotosentikorrekin eta argi ultramorearekin ikusgai, filmeko eredua metalezko gainazalera transferitu dadin. Esposizioaren ondoren, metalezko plaka garatu da eta ezohiko tinta fotosentsiboak kendu egiten dira, azpiko metalezko zatia esposatuz eta grabatzeko prestatzen da.
Ondoren, korrosio kimikoa dator, eta horrek grabatutako produktu kimiko jakin bat erabiltzen du, metalaren zati bat, nahi den sare eredua osatzeko. Prozesu honek zehaztasun altua lortzen du eta laserra edo estanpazioaren desabantailak ekiditen ditu. Normalean grabaketa profesionala da, eta froga prozesu ziklo osoa 5 eta 7 egun ingurukoa da. Artezteko eta isurtzeko azken prozesua: amaitu ondorenevching, beharrezkoa da sareko estalkia leuntzeko eta itxura kalitatea hobetzeko; Ondoren, korrosioarekiko erresistentzia eta estetika hobetzeko bustitzen da.
Zientzia eta teknologiaren aurrerapenarekin, bozgorailuaren sarearen produkzio prozesua doitasun handiagoa, pisu arinagoa eta itxura hobea dira.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик